
Where Device Development Begins
As we mentioned in our previous articles about the 20th anniversary of the company, HW group learned market diversification during the first decade of its existence. We have always valued our ability to be in direct contact with the customer and end user of our products, and some of our products were born this way. There have also been situations where we've clearly seen an open niche in the market.
In any case, after the initial thought of a new product, whether it is a piece of software, a new sensor or a new device, there is always a market analysis. Once we are sure that we want to create what we call 0-series of the product, the technical research and development begins in the hands of our engineers.
At this stage, their job is to define what components will be used, what the future parameters and features will be, what protocols and software we want to support.
Once we've decided on all of the above, we prepare to build 0-series.
Research and Development

Block diagram of the HWg STE2 board with components
Our engineers use Autodesk's EAGLE / Fusion 360 EDA software suite to design circuit boards. At the same time, they choose which components to use, and HW group has been very meticulous about this.
HW group uses several PCB soldering contractors. All of them are from the Czech Republic, most of them are certified in military or automotive industry.
We have good reasons for this - our products have a very long lifespan, sometimes measured in decades, and we want to be sure that the components we choose for each individual hardware product will remain available, preferably without price spikes for the entire production cycle. On the other hand, we try to select components with low power consumption to remain ecologically and environmentally friendly.
This trade-off makes it very important for us to choose components wisely.
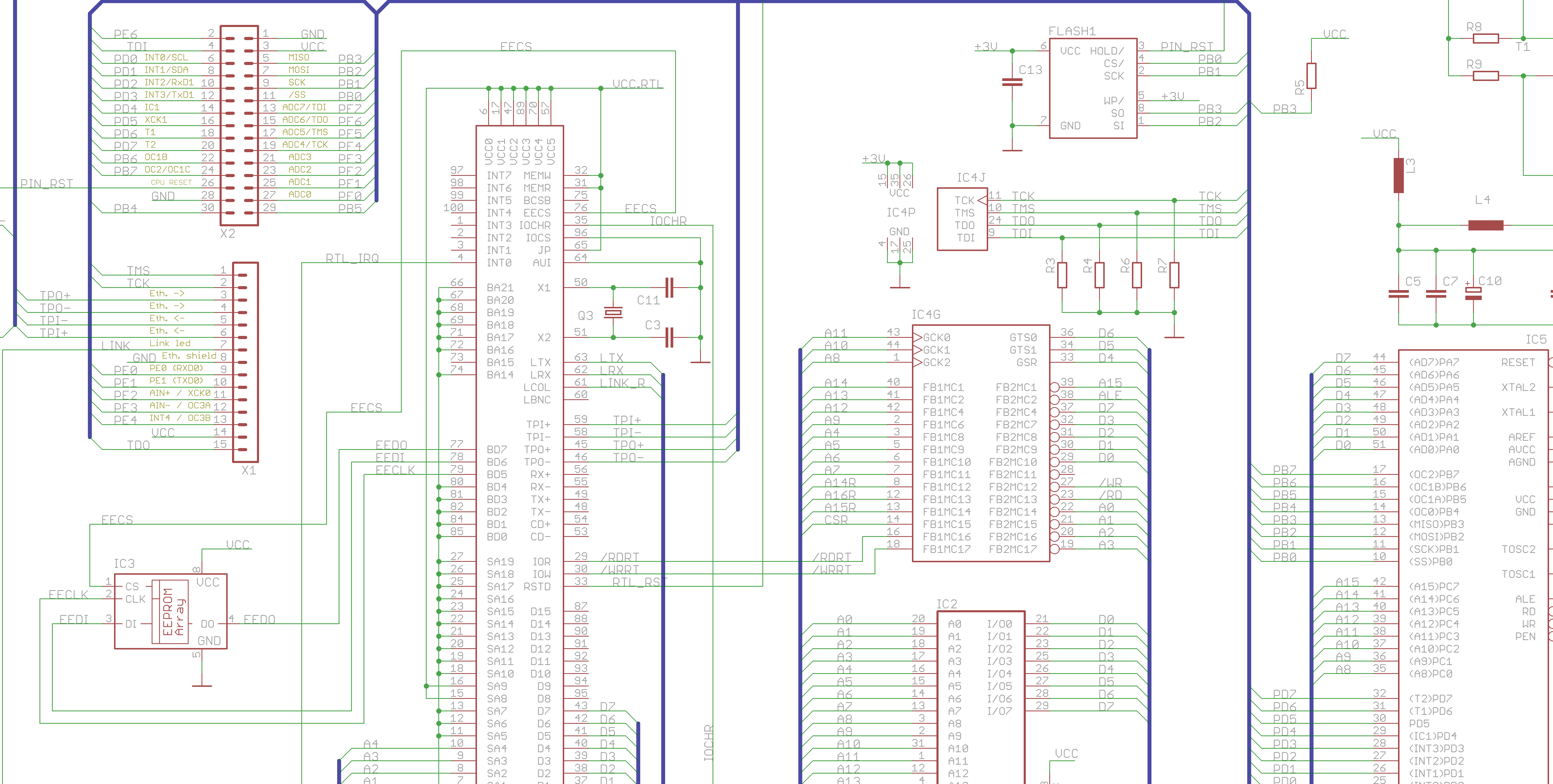
Complete schematic of the PCB design with components for one of our devices
Components
All used components are collected at HWg office in Prague and rigorously tested for new suppliers. Our own control over the components used is a key factor to guarantee long-term product quality.
Manufacturing - Mounting the PCB
Once we've decided on the PCB design and components, we prepare the manufacturing documentation for one of our SMT contractors. SMT stands for Surface Mount Technology and this is how we develop 100% of our products today. SMT equipment, such as pick-and-place machines and reflow soldering ovens, is specialized equipment that allows for fast, accurate and overall high quality manufacturing.

A pick-and-place machine from one of our contractors, the head fires the laser identifier that scans a reflective marker. Such a machine can place tens of thousands of components per hour
Because we use a modular design in most of our hardware manufacturing, we purchase services from various SMT contractors depending on their specialization. Our Charon module, which is the main system-on-chip (SOC) module in our top-of-the-line products, is manufactured in one place, allowing for maximum component density, while our boards are assembled elsewhere, providing unparalleled ruggedness and reliability.
It also allows us to diversify our SMT contractors, giving us more flexibility in where and when we source assembled modules
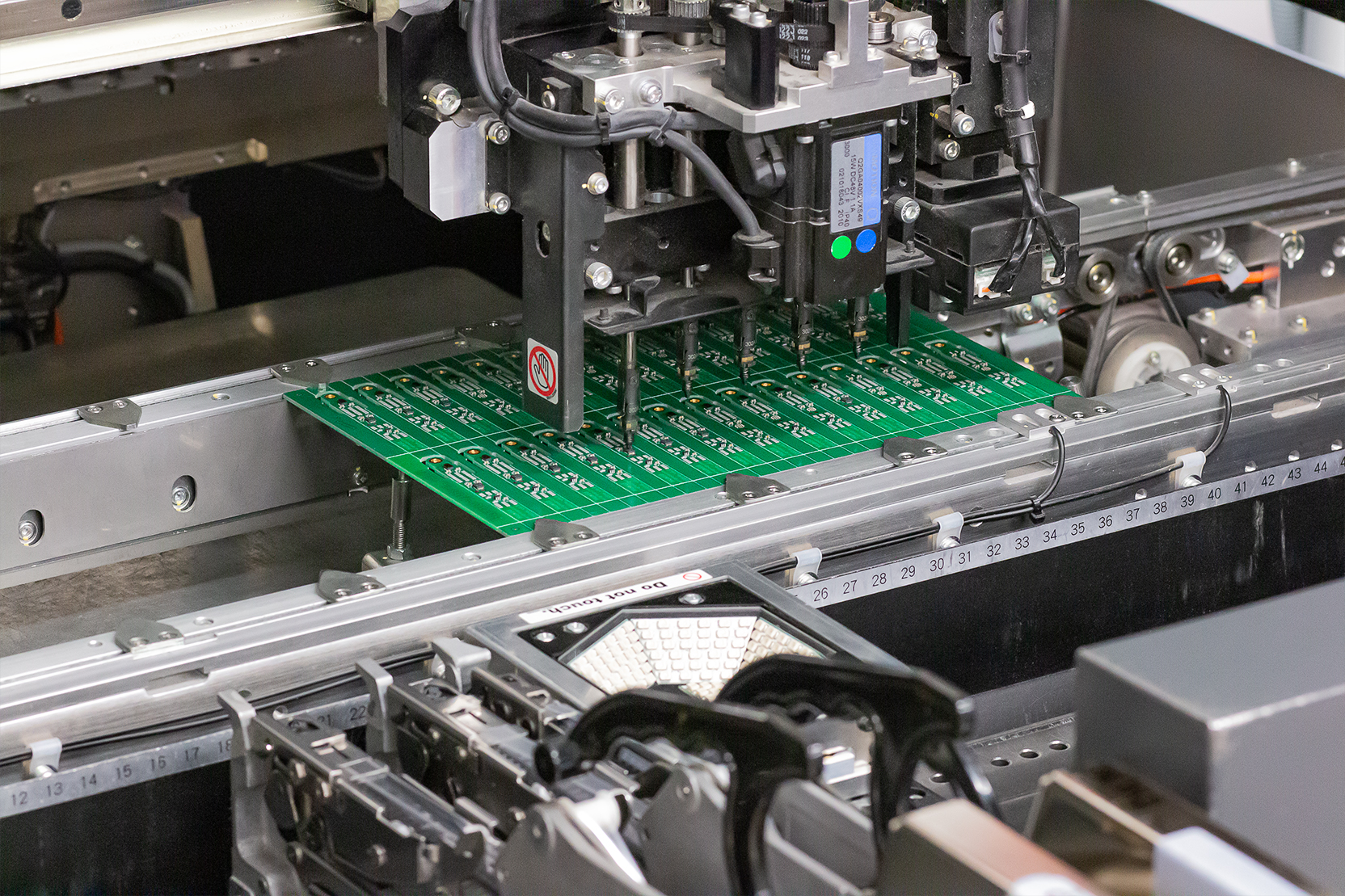
A pick-and-place machine that assembles the final board by surface mounting components on a production line
After the board is mounted and inspected, it goes into the reflow oven where all the components melt evenly into the solder paste, bonding the leads to the pads on the board. The final inspection - visual - takes place at the contractor's site before the board is shipped back to us. We provide our contractors with both the PCB and the components, leaving them with only one specific task that isn't our specialty - surface mounting.
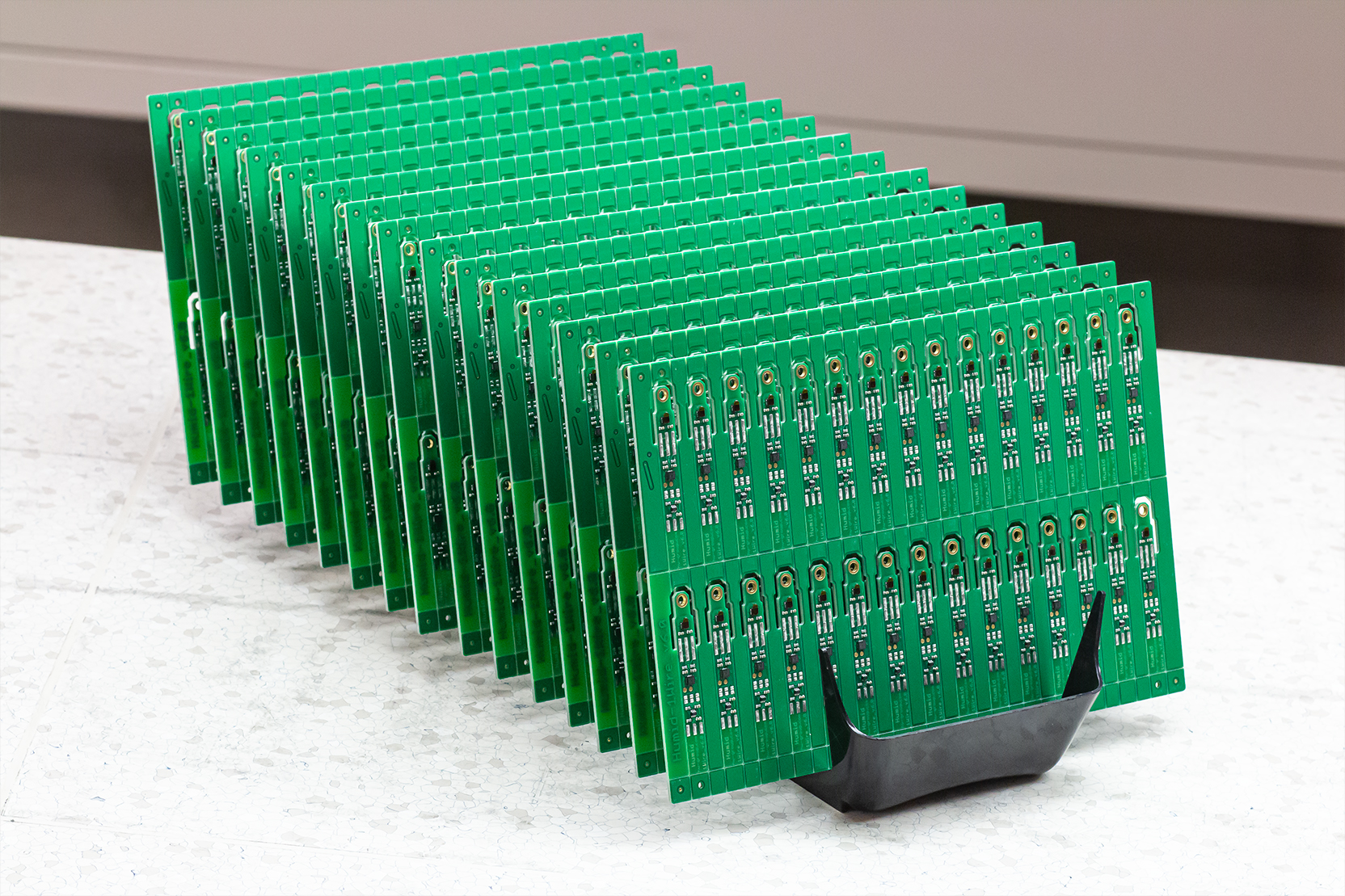
A stack of fully assembled sensor boards. This one in particular is the Humid-1Wire.
Back to HW group’s facility
Meanwhile, back at our villa, engineers finalize the firmware and compatible software to be ready when the product arrives for final completion and testing.
How to keep RMA < 0.3%
To achieve our 0.3% return merchandize authorization rate, we have to make sure our products meet our strict requirements. And the only way to do that is to test the product extensively in real-world conditions and environments. Sometimes to the extreme of what we're willing to do with the device to make sure it works as intended.
Nevertheless, our engineers make sure that all of the product's features work as expected, and only then do they send it to storage and make it available for our sales and logistics. The final assembly of the printed circuit board into the case is also done at our facility.
This is the final human touch we put on all of our products.
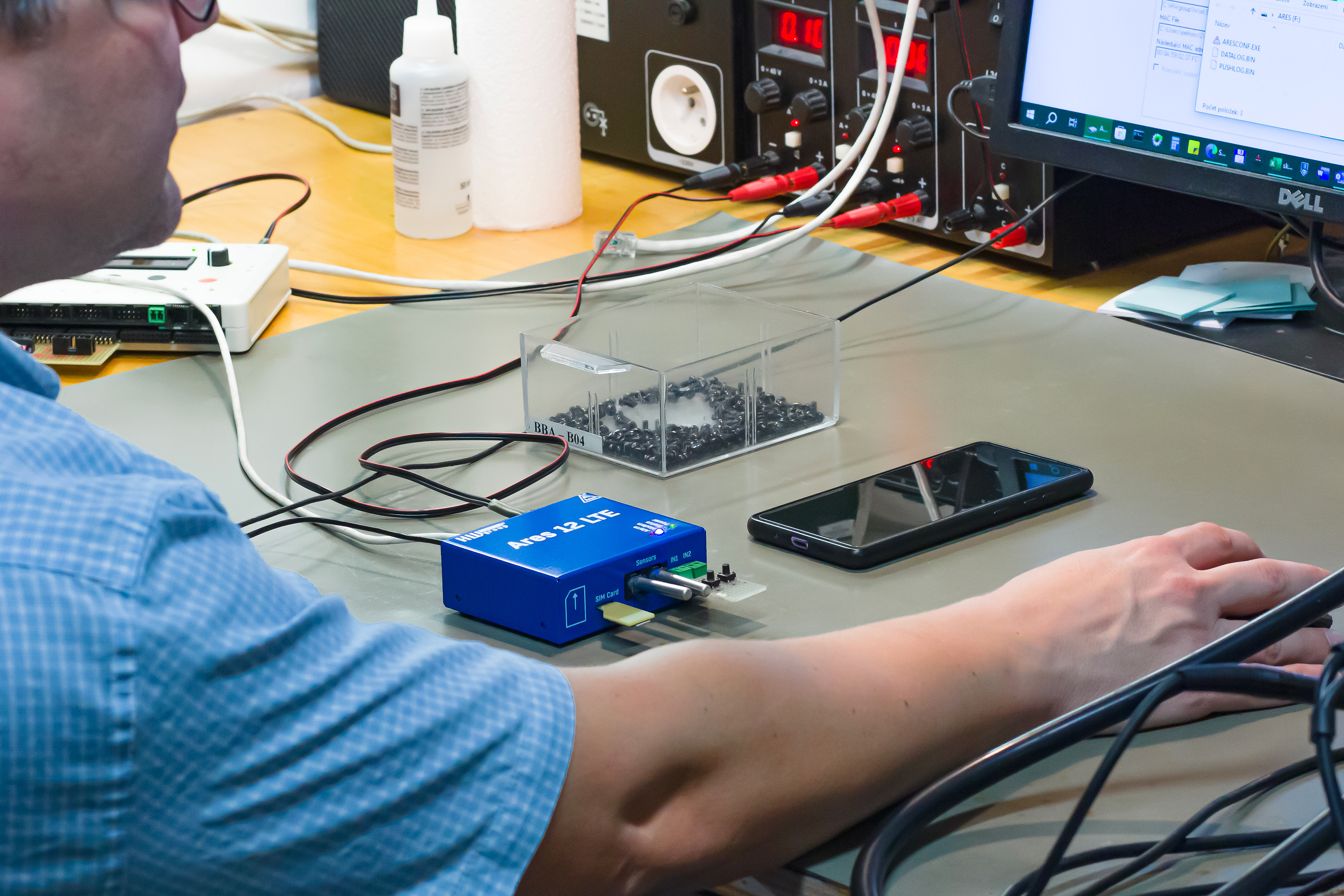
Completion and testing of an Ares 12 LTE unit
After that, the product goes to our warehouse and becomes available for our distributors to order.
A few notes on the peculiarities that the logistics department has to solve:
- Our standard order turnaround time is 1 (one) day;
- Devices with battery inside are hard to expedite via air;
- We always manage our RMA's under the law enforced period;
- There should always be enough boxes for packing.
Summary
In order to maintain the long lifecycle of the products we manufacture, along with the strict requirements for hardware quality and reliability, we have created a multi-stage research and development process.
Continuous testing through several stages of product creation, from initial prototypes, through 0-series and development boards for fine tuning, to the final product, allows us to be sure that we meet the internal standard.
After 20 years of selling remote monitoring products around the world, we're confident that our approach is right - as evidenced by the 0.3% RMA rate for all hardware manufactured.
20 Years With You: Part One
20 Years With You: Part Two
